Descrizione del prodotto
Up Ward Continuous Casting Machine è una nuova tecnologia per produrre barre, tubi e bicchieri di rame privi di ossigeno in una lunghezza riumidita.L'industria tessile ha sviluppato una serie di prodotti per la produzione di barre e profili di rame privi di ossigeno, caratterizzati da elevata conducibilità e
Questo nuovo metodo è basso in investimenti di capitale, facile da utilizzare, economico nella produzione.
La produzione, flessibile nel modificare le dimensioni della produzione, senza alcuna riduzione del tempo di produzione.
Catodo di rame (panele) →forno a induzione ((fusione di rame→riduzione→tenuta di rame fuso)→fusione
Meccanismo di fusione della canna (cristalizzazione e solidificazione del rame) → Assunzione → Produzione per la vendita o per un ulteriore processo.
ⅠParametri tecnici principali dell'attrezzatura
| 1 | Forno di fusione: | |
| 1.1 | Capacità totale del forno | 5.0T |
| 1.2 | Capacità effettiva del forno | 2.5T |
| 1.3 | Tensione del forno | 380 V |
| 1.4 | Potenza del forno | 600 kW |
| 1.5 | Velocità di fusione | 2 t/h |
| 1.6 | Fattore di potenza dopo compensazione: | 0.95-1.0 |
| 1.7 | Numero di fasi e modalità di connessione dell'induttore: |
Connessione in serie monofase |
| 1.8 | Capacità nominale del trasformatore: |
Autotrasformatore raffreddato ad acqua da 900 KVA (380 V di linea in entrata, trifase, |
| 1.9 | modalità di raffreddamento della bobina: | Riscaldamento ad acqua |
| 1.10 | Consumo di acqua di raffreddamento: | 5 metri3/h |
| 1.11 | Temperatura massima del forno: | 1500°C |
| 2 | Sezione di tenuta del forno |
|
| 2.1 | Capacità effettiva del forno | 4.0T |
| 2.2 | Capacità di fusione effettiva: | Minori di 85 dB |
| 2.3 | tensione nominale: | 380 V |
| 2.4 | Potenza nominale: | 250 kW |
| 2.5 | Capacità nominale del trasformatore: |
Autotrasformatore raffreddato ad acqua da 400 KVA (380V di linea in entrata, trifase, a regolazione di tensione a scalini senza carico). |
| 2.6 | Fattore di potenza dopo compensazione: | 0.95-1.0 |
| 2.7 | Precisione di regolazione della temperatura: | ± 8°C |
| 2.8 | Temperatura massima del forno: | 1300°C |
| 2.9 | Modalità di raffreddamento della bobina: |
Riscaldamento ad acqua |
| 3 | Moffa | |
| 3.1 | larghezza | 330- 500 mm |
| 3.2 | spessore | 16-20 mm. |
| 3.3 | Materiale | Acciaio inossidabile 1Cr18Ni9Ti, rivestito di rame (fatto di rame T2) |
| 4 | Dispositivo di raffreddamento secondario | |
| 4.1 | Consumo d'acqua: | 3m3/h |
| 4.2 | Pressione dell'acqua: | 0.2-0.3Mpa |
| 5 | Macchina di prelievo | |
| 5.1 | Forza massima di spinta e di trazione: | 50KN |
| 5.2 | Velocità: | Velocità: |
| 5.3 | Intervallo minimo di corsa: |
0.1 mm |
| 5.4 | Tempo di standby più breve | 0.01S |
| 5.5 | Servomotore a corrente alternata: | Motore Siemens (11 kW) |
| 5.6 | Velocità di rotazione nominale del motore: | 3000 r/min |
| 5.7 | Torsione statica: | △Tw= 60K Mo (a 60) 70N-M |
| 6 |
Macchine per la rasatura idraulica a doppio filo:
|
|
| 6.1 | Forza di taglio: | 600KN |
| 6.2 | spessore di taglio: | 20 mm |
| 6.3 | Larghezza di taglio: | 500 mm |
| 6.4 | velocità di taglio: |
0- 5 mm/s |
| 6.5 | Strato di taglio: | 80 mm |
| 6.6 | Corso massimo di ripresa della macchina da taglio: | 200 mm |
| 7 | Unità di macchina a bobina | |
| 7.1 | Potenza: | 5.5KW |
| 7.2 | velocità di rotazione: | 1420 r/min |
| 7.3 | Corso di spostamento della bobina: | 800 mm |
| 8 | Stazione idraulica | |
| 8.1 |
Potenza del motore della stazione idraulica per il forno di fusione e il forno di tenuta:
|
2 × 7,5 kW |
| 8.2 | Potenza del motore della stazione idraulica per la macchina di prelievo: | 2 × 7,5 kW |
| 8.3 | Potenza del motore della pompa idraulica per la macchina da taglio superiore: |
2 × 11 kW
|
| 8.4 | Potenza del motore della pompa idraulica per la bobina: | 2 × 7,5 kW |
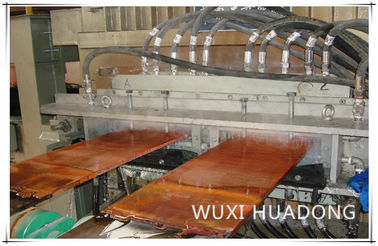
Ⅱ. Processo
Burdening (Returns should be baled) → Smelting furnace → Chemical analysis → Heating up the sealed launder → Crystallizer → Primary cooling → Secondary cooling → Withdrawal machine → Shearing machine →Coiler
Selezionare le materie prime in base al documento di processo, determinare la procedura di alimentazione in base ai punti di fusione degli elementi metallici, alle proporzioni di carico del forno,e difficoltà di ossidazione delle perdite di combustione, e caricare la materia prima nel forno di fusione; durante la fusione, aggiungere nel forno un determinato spessore di agente di rivestimento, che deve essere completato in tempo;Quando il rame fuso all'interno del forno raggiunge la temperatura di scarico, testare in laboratorio la composizione del rame fuso all'interno del forno; prima di attingere, pulire completamente i clinker nel rame fuso; dopo ogni attingere,mantenere circa 800 kg di rame fuso all'interno del fornoTrasferire il rame fuso (fuso e ben regolato nella camera di fusione) attraverso la lavanderia sigillata nel forno di tenuta, controllare la temperatura del rame fuso,mantenere il rame fuso all'interno del forno di tenuta alla temperatura di fusione e a un certo intervallo di livelloSotto l'azione di livello, il rame fuso scorre nel cristallizzatore, e ottenere cristallizzato in billette di rame di tipo piastra attraverso il raffreddamento primario da cristallizzatore.Sotto il prelievo continuo mediante macchina di prelievoIl sistema di raffreddamento secondario è installato all'uscita del piatto e la portata dell'acqua di raffreddamento è regolabile.L'obiettivo principale di tali misure di controllo è assicurare la temperatura di cristallizzazione e la stabilizzazione dei parametri di processo.Il ritiro della striscia è realizzato mediante il trascinatore e il tempo di trazione, di arresto e di spinta in retromarcia da parte del trascinatore è regolabile continuamente.Il parametro di controllo ottimale deve essere determinato e tempestivamente regolato in base ai diversi materiali.Il disegno è controllato dal programma PLC, realizzando azioni cicliche di disegno, arresto e spinta inversa.
![]()
![]()
![]()
Ⅲ.Specificazioni
1. Tipi di specifiche di fusione
* Varietà di produzione:strisce di lega a base di rame (Cu-Ni)
2. Specifica della bobina del prodotto finito
2.1 Numero di biglietti: 1 striscia
2.2 Larghezza del bozzolo: 380 mm-500 mm
2.3 Spessore della spilla: 60 mm
2.4 Diametro interno della bobina: minimo Φ 600-800 mm
2.5 Diametro esterno della bobina: massimo Φ1800 mm
2.6 Peso massimo della bobina: massimo: 6000 kg
3. Valore di garanzia della differenza di spessore delle casse
3.1 Differenza di spessore trasversale del bozzolo: < 0,75 mm ̇ 0,3 (dopo modificazione dello stampo)
3.2 Differenza di spessore longitudinale del bozzolo: < 0,3 mm (dopo modificazione dello stampo)
3.3 Consumo medio di energia per la fusione mediante forno di fusione: 250-380 kWh/t
3.4 Consumo medio di energia per la conservazione della temperatura del forno di tenuta: 50-80 kWh/t
3.5 Forza massima di spinta e di trazione: 50KN
3.6 Velocità di spinta e di tracciamento: 1,5-70 mm/s
3.7 Velocità media massima di fusione: 300 mm/min
3.8 Forza di taglio massima del taglio idraulico: 600KN
3.9 Velocità di avvolgimento della bobina: 750 mm/min
Ⅳ. Elenco delle parti di attrezzature
| - No, no, no, no. | Nome dell'apparecchiatura | Unità | QTY |
| 1 | Fornaci di fusione ad induzione a frequenza di linea (compresi i solchi di fusione e i materiali di costruzione per rivestimento) | set | 1 |
| 2 | Fabbricazione a partire da prodotti della voce 8528 | set | 1 |
| 3 | Tondino | set | 1 |
| 4 | Fornaci a tenuta a induzione a frequenza di linea (compresi i solchi di fusione e i materiali di costruzione di rivestimento) | set | 1 |
| 5 | Fabbricazione a partire da prodotti della voce 8528 | set | 1 |
| 6 | stampo per rivestimento di edifici | set | 1 |
| 7 | cristallizzatore | set | 2 |
| 8 | muffe di grafite | set | 1 |
| 9 | Stampi di cristallizzatori di acciaio di tenuta | set | 1 |
| 10 | Fabbricazione a partire da prodotti di acciaio inossidabile | set | 1 |
| 11 | Targa finta | set | 1 |
| 12 | Dispositivo di distribuzione dell'acqua di raffreddamento per cristallizzatore | set | 1 |
| 13 | Dispositivo di raffreddamento secondario | set | 1 |
| 14 | Macchina di prelievo | set | 1 |
| 15 | Macchine per la rasatura idraulica | set | 1 |
| 16 | di cilindrata inferiore o uguale a 600 cm3 | set | 2 |
| 17 | Cavi raffreddati ad acqua per forni di fusione | set | 1 |
| 18 | Sistema idraulico | Set completo | 1 |
| 19 | Sistema di controllo elettrico | Set completo | 1 |
| 20 | Trasformatori di regolazione (senza carico, a gradini) per forni di fusione | set | 1 |
| 21 | Trasformatori di regolazione (senza carico, a scalini) per forni di contenimento | set | 1 |
| 22 | Dispositivo di protezione da gas | set | 1 |
| 23 | Termometro di temperatura superficiale | set | 1 |
| 24 | Strumenti speciali per macchine |
Imballaggio e spedizione
![]()
![]()
Domande frequenti
1- Chi siamo?
Siamo basati a Jiangsu, in Cina, a partire dal 1998.
2. come possiamo garantire la qualità?
Sempre un campione di pre-produzione prima della produzione in serie;
Ispezione finale prima della spedizione.
3Cosa puoi comprare da noi?
Macchine per il metallo e la metallurgia,Machine per la colata continua dell'acciaio,EPC per la siderurgia,Parte di ricambio per la colata continua
4. perché dovresti comprare da noi e non da altri fornitori?
Ci forniamo servizi completi, tra cui consulenza ingegneristica, progettazione di ingegneria e attrezzature, fornitura di materiali e attrezzature, appalto generale di progetti EPC,servizi di gestione dei processi e formazione.
5. quali servizi possiamo fornire?
Condizioni di consegna accettate: FOB, CFR, CIF, FCA, DAF;
Moneta di pagamento accettata: USD, EUR, CNY;
Tipo di pagamento accettato: T/T, L/C, D/P D/A.