Componenti principali
1. Meccanismo della testa,
2. Distributore a otto fori,
3. Meccanismo di coda,
4. Sistema di raffreddamento,
5. Meccanismo pneumatico di sformatura e rotazione dei lingotti
Parametri del prodotto
| Specifiche tecniche | |
| Modello dell'attrezzatura | SL06-Q2B-SB-8/20 |
| Capacità annuale | 3000t |
| Struttura del forno | Forno combinato a due corpi (un forno di fusione e un forno di attesa) |
| Trefoli di canna da colata | 6 |
| Diametro dell'asta di fusione | φ8mm~φ20mm |
| Velocità verso l'alto | 0~2600 mm/min |
| Passo verso l'alto | 3~6 mm regolabile |
| Frequenza di trazione | 0~800/min |
| Metodo di trazione | Trazione con servomotore singolo |
| Ore di lavoro all'anno | 7920h |
| Riprendere le specifiche della bobina | φ900×φ1550×800 (mm) |
| Peso di assorbimento | ≤3000 kg |
| Tensione nominale | 380 V, 50 Hz |
| Capacità installata | 325kVA |
| Velocità del rame fuso | 400 kg/ora |
| massima potenza | 180~200 kW |
| Consumo per una tonnellata di barra di rame | 1) elettricità: ≤350kWh/t |
| 2) carbone: ≤15 kg | |
| Metodo di acquisizione | Avvolgimento e traslazione automatici |
| Alimentazione del materiale | Alimentazione della piastra catodica tramite cantilever elettrico |
| Metodo di guida del sistema di lancio verso l'alto | È azionato da servomotori CA e tramite il riduttore epicicloidale di precisione.L'albero con giunto rigido fa sì che il rullo di trazione venga azionato mediante accoppiamenti.I rulli di trazione sono azionati da una cinghia dentata in fase senza interruzione. |
| Il metodo del morsetto per la fusione verso l'alto della barra di rame | Pressato da cilindro pneumatico |
| Il metodo di controllo del servomotore | Controllato tramite touch screen |
| Funzionamento elettrico del forno | Regolatore di tensione elettrica (con bilanciamento trifase) |
Descrizione del prodotto
La macchina per colata continua Up Ward è una nuova tecnologia per produrre barre, tubi e billette piatte in rame prive di ossigeno con una lunghezza bagnata.Consente la produzione di barre e profili di rame privi di ossigeno e caratterizzati da elevata conduttività e
basso contenuto di ossigeno.Confronta con alcune tecnologie tradizionali.Questo nuovo metodo comporta un investimento di capitale inferiore, è facile da utilizzare ed è economico nella produzione.alta qualità
produzione, flessibile nel modificare le dimensioni della produzione senza inquinamento dell'ambiente.
Catodo di rame (pannello) →forno a induzione (fusione del rame→riduzione→mantenimento del rame fuso)→colata
il meccanismo lancia l'asta (il rame si cristallizza e diventa solido) → Raccolta → Produzione di vendita o per ulteriore processo.
Ⅰ..Principali parametri tecnici dell'attrezzatura
| 1 | Forno fusorio: | |
| 1.1 | Capacità totale del forno | 5.0T |
| 1.2 | Capacità effettiva del forno | 2,5T |
| 1.3 | Tensione del forno | 380 V |
| 1.4 | Potenza del forno | 600KW |
| 1.5 | Tasso di fusione | 2t/h |
| 1.6 | Fattore di potenza dopo la compensazione: | 0,95-1,0 |
| 1.7 | Numero di fasi e modalità di connessione dell'induttore: |
Collegamento in serie monofase |
| 1.8 | Capacità nominale del trasformatore: |
Autotrasformatore raffreddato ad acqua da 900 KVA (linea di ingresso 380 V, trifase, |
| 1.9 | modalità di raffreddamento della batteria: | Raffreddamento ad acqua |
| 1.10 | Consumo di acqua di raffreddamento: | 5m3/H |
| 1.11 | Temperatura massima del forno: | 1500 ℃ |
| 2 | Sezione forno di mantenimento |
|
| 2.1 | Capacità effettiva del forno: | 4.0T |
| 2.2 | Capacità di lancio effettiva: | Meno di 85 dB |
| 2.3 | Tensione nominale: | 380 V |
| 2.4 | Potenza nominale: | 250KW |
| 2.5 | Capacità nominale del trasformatore: |
Autotrasformatore raffreddato ad acqua da 400KVA (linea di ingresso 380 V, trifase, regolazione della tensione a gradini senza carico). |
| 2.6 | Fattore di potenza dopo la compensazione: | 0,95-1,0 |
| 2.7 | Precisione del controllo della temperatura: | ±8℃ |
| 2.8 | Temperatura massima del forno: | 1300 ℃ |
| 2.9 | Modalità di raffreddamento della batteria: |
Raffreddamento ad acqua |
| 3 | Muffa | |
| 3.1 | larghezza | 330-500 mm |
| 3.2 | spessore | 16-20 mm. |
| 3.3 | Materiale | Acciaio inossidabile 1Cr18Ni9Ti, rivestito con boccola in rame (in rame T2) |
| 4 | Dispositivo di raffreddamento secondario | |
| 4.1 | Consumo d'acqua: | 3m³/h |
| 4.2 | Pressione dell'acqua: | 0,2-0,3 MPa |
| 5 | Macchina per il prelievo | |
| 5.1 | Forza massima di spinta e traino: | 50KN |
| 5.2 | Velocità: | Velocità: |
| 5.3 | Intervallo di corsa minimo: |
0,1 mm |
| 5.4 | Tempo di attesa più breve | 0,01S |
| 5.5 | Servomotore CA: | Motore Siemens (11KW) |
| 5.6 | Velocità di rotazione nominale del motore: | 3000 giri/min |
| 5.7 | Coppia statica: | △Tw= 60K Mo (a 60) 70N-M |
| 6 |
Cesoia superiore idraulica a doppia billetta:
|
|
| 6.1 | Forza di taglio: | 600KN |
| 6.2 | spessore di taglio: | 20 mm |
| 6.3 | Larghezza di taglio: | 500 mm |
| 6.4 | Velocità di taglio: |
0-5mm/s |
| 6.5 | Colpo di taglio: | 80mm |
| 6.6 | Corsa massima successiva della cesoia: | 200 mm |
| 7 | Unità macchina avvolgitrice | |
| 7.1 | Energia: | 5,5 kW |
| 7.2 | Velocità di rotazione: | 1420 giri/min |
| 7.3 | Corsa di spostamento dell'avvolgitore: | 800 mm |
| 8 | Stazione idraulica | |
| 8.1 |
Potenza motore della stazione idraulica per forno fusorio e forno di attesa:
|
2×7,5KW |
| 8.2 | Potenza motore della stazione idraulica per macchina di prelievo: | 2×7,5KW |
| 8.3 | Potenza motore della pompa idraulica per cesoia superiore: |
2×11KW
|
| 8.4 | Potenza motore della pompa idraulica per avvolgitore: | 2×7,5KW |
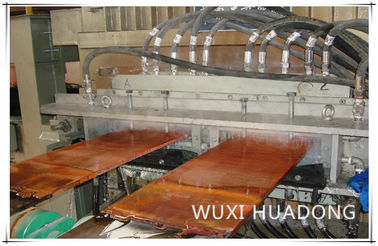
Ⅱ.Processo
Caricamento (i resi devono essere imballati) → Forno fusorio → Analisi chimica → Riscaldamento del bucato sigillato → Cristallizzatore → Raffreddamento primario → Raffreddamento secondario → Macchina di prelievo → Cesoia → Bobinatore
Selezionare le materie prime in base al documento di processo, determinare la procedura di alimentazione in base ai punti di fusione degli elementi metallici, alle proporzioni del carico del forno e alla difficoltà delle perdite di combustione per ossidazione e caricare la materia prima nel forno di fusione;Durante la fusione, aggiungere un certo spessore di agente di copertura nel forno, che dovrà essere integrato nel tempo;Quando il rame fuso all'interno del forno raggiunge la temperatura di spillamento, testare in laboratorio la composizione del rame fuso all'interno del forno;Prima della spillatura pulire completamente i clinker di rame fuso;Dopo lo spillamento di ciascun forno, mantenere all'interno del forno circa 800 kg di rame fuso, come blocco di partenza.Trasferire il rame fuso (fuso e ben regolato nella camera di fusione) attraverso il canale sigillato nel forno di attesa, controllare la temperatura del rame fuso, mantenere il rame fuso all'interno del forno di attesa alla temperatura di colata e a un certo intervallo di livelli.Sotto l'azione del livello, il rame fuso scorre nel cristallizzatore e viene cristallizzato in billette di rame a forma di piastra attraverso il raffreddamento primario tramite cristallizzatore.Sotto la trafilatura continua tramite macchina di prelievo, viene formata la billetta di lamiera della forma richiesta.Il sistema di raffreddamento secondario è installato all'uscita della billetta della piastra e la portata dell'acqua di raffreddamento è regolabile.Lo scopo principale dell'adozione di queste misure di controllo è garantire la temperatura di cristallizzazione e la stabilizzazione dei parametri di processo, in modo da garantire la qualità del prodotto.Il ritiro del nastro billet viene realizzato mediante il trascinatore e il tempo di trascinamento, arresto e spinta inversa da parte del trascinatore è regolabile in continuo.Il parametro di controllo ottimale dovrebbe essere determinato e regolato tempestivamente in base ai diversi materiali, alle diverse specifiche e alle condizioni di qualità della superficie.Il disegno è controllato dal programma PLC, realizzando azioni cicliche di disegno, arresto e spinta inversa.
![]()
![]()
![]()
Ⅲ.Specifiche
1. Tipi di specifiche di fusione
* Varietà di produzione: striscia di lega a base di rame (Cu-Ni).
2. Specifiche della bobina del prodotto finito
2.1 Numero di billette: 1 strisce
2.2 Larghezza della billetta: 380 mm-500 mm
2.3 Spessore della billetta: 60 mm
2.4 Diametro interno della bobina: minimo Φ 600-800 mm
2.5 Diametro esterno della bobina: massimo Φ1800mm
2.6 Peso massimo della bobina: max: 6000 kg
3. Valore garantito della differenza di spessore della billetta
3.1 Differenza di spessore trasversale della billetta: <0,75 mm—0,3 (dopo la modifica dello stampo)
3.2 Differenza di spessore longitudinale della billetta: <0,3 mm (dopo la modifica dello stampo)
3.3 Consumo energetico medio per la fusione mediante forno fusorio: 250-380 kWh/t
3.4 Consumo energetico medio per il mantenimento della temperatura nel forno di attesa: 50-80 kWh/t
3.5 Forza massima di spinta e disegno: 50KN
3.6 Intervallo di velocità di spinta e disegno: 1,5-70 mm/sec
3.7 Velocità massima media di colata: 300 mm/ min
3.8 Forza di taglio massima della cesoia idraulica: 600KN
3.9 Velocità di avvolgimento dell'avvolgitore: 750 mm/min
Ⅳ.Elenco delle parti dell'attrezzatura
| NO. | nome dell'equipaggiamento | Unità | QUANTITÀ |
| 1 | Forno fusorio ad induzione di frequenza di linea (compresi scanalatura di fusione e materiale da costruzione di rivestimento) | impostato | 1 |
| 2 | Nucleo di ferro, camicia d'acqua e serpentina del forno fusorio | impostato | 1 |
| 3 | Paniera | impostato | 1 |
| 4 | Forno di mantenimento a induzione di frequenza di linea (compresi scanalatura di fusione e materiale da costruzione di rivestimento) | impostato | 1 |
| 5 | Nucleo di ferro, camicia d'acqua e serpentina del forno di mantenimento | impostato | 1 |
| 6 | stampo per rivestimento di edifici | impostato | 1 |
| 7 | cristallizzatore | impostato | 2 |
| 8 | stampo in grafite | impostato | 1 |
| 9 | Sigillatura dello stampo in acciaio del cristallizzatore | impostato | 1 |
| 10 | Barra cieca (in acciaio inossidabile) | impostato | 1 |
| 11 | Piastra fittizia | impostato | 1 |
| 12 | Dispositivo di distribuzione dell'acqua di raffreddamento per cristallizzatore | impostato | 1 |
| 13 | Dispositivo di raffreddamento secondario | impostato | 1 |
| 14 | Macchina per il prelievo | impostato | 1 |
| 15 | Cesoia idraulica successiva | impostato | 1 |
| 16 | Avvolgitore senza nucleo | impostato | 2 |
| 17 | Cavo raffreddato ad acqua per forno fusorio | impostato | 1 |
| 18 | Sistema idraulico | Set completo | 1 |
| 19 | Sistema di controllo elettrico | Set completo | 1 |
| 20 | Trasformatore di regolazione (a vuoto, a gradini) per forno fusorio | impostato | 1 |
| 21 | Trasformatore di regolazione (a vuoto, a gradini) per forno di mantenimento | impostato | 1 |
| 22 | Dispositivo di protezione dal gas | impostato | 1 |
| 23 | Termometro per la temperatura superficiale | impostato | 1 |
| 24 | Utensili speciali per unità macchina |
Imballaggio e spedizione
![]()
![]()
FAQ
1. chi siamo?
La nostra sede è a Jiangsu, in Cina, dal 1998.
2. come possiamo garantire la qualità?
Sempre un campione di pre-produzione prima della produzione di massa;
Sempre ispezione finale prima della spedizione;
3. cosa puoi acquistare da noi?
Macchinari per metalli e metallurgia, macchina per colata continua d'acciaio, EPC per la produzione di acciaio, pezzi di ricambio per colata continua
4. perché dovresti acquistare da noi e non da altri fornitori?
Forniamo servizi completi, tra cui consulenza ingegneristica, progettazione ingegneristica e di attrezzature, fornitura di materiali e attrezzature, appalti generali di progetti EPC, servizi di gestione dei processi e formazione.
5. quali servizi possiamo fornire?
Termini di consegna accettati: FOB,CFR,CIF,FCA,DAF;
Valuta di pagamento accettata: USD, EUR, CNY;
Tipo di pagamento accettato: T/T,L/C,D/PD/A.