Uscita oraria circuito idraulico dell'attrezzatura del mulino a laminazione a caldo di 10 t/h
Base di progettazione
1 spec. della materia prima: 120×120×2000mm
Spec. di 2 prodotti finiti: Barra deforme laminata a caldo di Φ8~Φ20mm,
di 12m taglio lunghezza
Uscita oraria 3: 10t/h
Tipo di rotolamento e configurazione del laminatoio
1 tipo della disposizione del laminatoio adotta semicontinuo.
2 rotolare la sezione minima Φ10mm ha deformato la barra basata su 75×75mm
le billette, passaggi di rotolamento è di 15.
3 adotti «un supporto il tipo di servizio» per ridurre gradualmente i passaggi di rotolamento.
4 ci sono supporti di totale 11 del laminatoio nell'intera linea di produzione,
compreso il laminatoio ruvido Φ400×1, laminatoio intermedio Φ300×6
e laminatoio di rifinitura Φ300×2×2.
Azionamento del laminatoio 5: Il laminatoio ruvido Φ400×1 è motore a corrente alternata. Φ300×6
il laminatoio intermedio è «gli azionamenti sei di un motore a corrente alternata».
il laminatoio di rifinitura è «gli azionamenti due di una CC»
Φ300×2×2
6 che il più alta velocità di rotazione dei prodotti finiti sta per rotolare Φ10mm
la barra deforme è 8m/s.
Caratteristica dell'attrezzatura
1. Il supporto del laminatoio adotta il tipo rilevato in anticipo. Questo tipo è alto
rigidezza e facile cambiare rullo.
2. L'azionamento del laminatoio applica il riduttore ed il duplex adotta
cambio unito riduzione del due-grado. Questo tipo presenta il seguente vantaggio:
peso basso, piccolo volume, occupazione economica dello spazio, basso costo ed ecc.
materiale dell'Ingranaggio-asse: 42CrMo forgiato, materiale ZG35CrMo dell'ingranaggio della ruota,
la scatola è delle parti strutturali.
3. Entrare del piano di raffreddamento adotta esente dal trasportatore a rulli pneumatico
tipo entrante, che presenta il vantaggio di attrezzatura leggera, semplice, minimo
il costo e la manutenzione facile hanno paragonato al tipo entrare del piatto del grembiule
dispositivo.
4. la Fine-coltivazione e di taglio multiplo lunghezza di volo adottano
i comandi pneumatici di frequenza della frizione accelerano, tipo rotatorio. Questo tipo di
il taglio volante presenta il vantaggio di potere basso del motore, elettrico semplice
controllo ed investimento basso rispetto al taglio in start-stop di volo.
5. Impacchettare adotta il tipo combinato pneumatico meccanico
la macchina automatica ed il materiale per impacchettare è vergella di Φ6.5mm.
Rotolamento del singolo filo (deforme barra)
![]()
Lista del dettaglio dell'attrezzatura trattata
| Parte meccanica | |
| 1 | Torretta per i movimenti delle siviere/automobile commovente della siviera/supporto fisso siviera (determinato dai clienti) |
| 2 | Pozzetto di colata |
| 3 | Carro paniera |
| 4 | Muffa |
| 5 | Dispositivo di vibrazione della muffa |
| 6 | Dispositivo dell'azionamento di vibrazione |
| 7 | Guaina di protezione per il dispositivo di vibrazione |
| 8 | Coolings secondari che spruzzano struttura |
| 9 | Coolings secondari che spruzzano tubo |
| 10 | Ugello di spruzzatura per acqua di raffreddamento secondaria |
| 11 | Dispositivo di alimentazione di sostegno per secondario ed in terzo luogo raffreddamento |
| 12 | Ritiro che raddrizza macchina |
| 13 | Dispositivo di trasmissione per ritiro che raddrizza macchina |
| 14 | Giunto universale |
| 15 | Falsa bramma rigida |
| 16 | Dispositivo di archiviazione della falsa bramma |
| 17 | Rullo di guida per il dispositivo di archiviazione della falsa bramma |
| 18 | Trasportatore a rulli di consegna della billetta |
| 19 | Spingitoio idraulico della billetta |
| 20 | Piattaforma per la raccolta della billetta |
| 21 | Macchina ossitaglio/taglio idraulico (determinato dai clienti) |
| Sistema di controllo dei Electrics | |
| 23 | Sistema di controllo per la vibrazione della muffa |
| 24 | Sistema di controllo per ritiro che raddrizza macchina |
| 25 | Efficace sistema di controllo per la falsa bramma |
| 28 | Sistema di controllo per il trasportatore a rulli di consegna della billetta |
| 29 | Sistema di controllo per la billetta fuori |
| 30 | Sistema di controllo per la stazione idraulica centrale |
| Struttura d'acciaio | |
| 31 | Postazione di colata principale |
| 32 | Postazione di colata |
| 33 | Piattaforma per stoccaggio della falsa bramma |
| Sistema ausiliario | |
| 34 | Circuito idraulico |
| 35 | Scarico del dispositivo per il vapore secondario di coolings |
| 36 | Sistema di controllo per acqua di raffreddamento secondaria |
| 37 | Scatola sospesa di operazione per ritiro che raddrizza parte |
| 38 | La configurazione speciale può essere fornita conformemente ai requisiti di clienti |
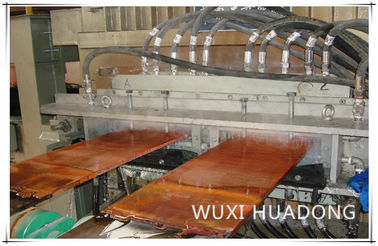
La nostra società è molto professionale nella progettazione e nella produzione della linea di produzione intera del mulino a laminazione a caldo e della macchina per colata continua. Miriamo ad offrire i prodotti con alta qualità ed il prezzo competitivo. Il piano di raffreddamento è usato per raffreddare la barra dal laminatoio di rifinitura. È di tipo graduale.
Il piano di raffreddamento graduale è appena un kine del nostro piano di raffreddamento. Il nostro tipo del piano di raffreddamento: letto graduale, ricambiante tipo; letto caldo di tacca-Antivari; piano di raffreddamento d'oscillazione; ecc.
Attrezzatura di controllo elettrico
Linea di produzione di uscita annuale dellabarradeformelaminazione a caldo100,000tons
1.Outline del processo:
estratto trattato
La billetta calda direttamente è inviata al meccanismo a laminazione a caldo dal trasportatore a rulli di carico caldo tramite il radiatore di induzione. La linea di carico calda è di quella billetta fredda sollevata al trasportatore a rulli di carico dalla gru ed inviata all'estremità del forno di riscaldamento. Allora spinto nel forno di riscaldamento dallo spingitoio della billetta e dopo che la temperatura raggiunge 1150~1250℃, spinto la billetta calda dalla fornace dalla billetta fuori lavori. Entra nel laminatoio ruvido reversibile del due-rullo di Φ480×1×2tramiteiltrasportatore a rullidellafornacefuori ed il trasportatore a rulli prima della macchina e rotolati per 6passes. Dopo che tagliare l'irregolare parte nella testa, entra nel laminatoio intermedio di Φ380×2×3perlacolatacontinua. Mettaunripetitorefraigruppiintermedidellaminatoiodi Φ380×2, faccialalineaspostamentodirotolamentoallabaiaseguente.
I prodotti dal laminatoio di Φ380×2×3intermediate forniscono i gruppi del laminatoio di rivestimento di Φ300×1×6 per il rotolamento continuo dopo che tagliare l'irregolare parte dal taglio di volo 2#end-cropping. Per migliorare la qualità dei prodotti e per regolare facilmente, un insieme del ciclo verticale è messo fra il laminatoio di rivestimento Φ300.
I prodotti finiti dal taglio del laminatoio di rivestimento alla lunghezza multipla dal taglio multiplo di volo di lunghezza ed entrano nel dispositivo entrante del piano di raffreddamento da parte a parte accelerano il trasportatore a rulli entrante del trasportatore a rulli e del piano di raffreddamento ed inviato al piano di raffreddamento dal dispositivo entrante del piano di raffreddamento per raffreddamento. I prodotti diraffreddamento hanno trasferito al trasportatore a rulli dell'uscita del piano di raffreddamento dal dispositivo dell'uscita del piano di raffreddamento ed inviato del al taglio taglio lunghezza di volo dei prodotti finiti per taglio lunghezza.
Fornace Co., srl della Cina orientale di Wuxi
Complesso industriale di No.3 Bashi Furong, distretto di Xishan, città di Wuxi, provincia di Jiangsu, Cina
Telefono: +86 510 83788308
Fax: +86 510 83786308
Calca: +86 139 2112 5611
Wechat: 86 139 2112 5611
Whatsapp: 86 139 2112 5611
joey@wxhddl.cn/joe.777@outlook.com
www.continuouscasting-machine.com/www.wxhddl.cn